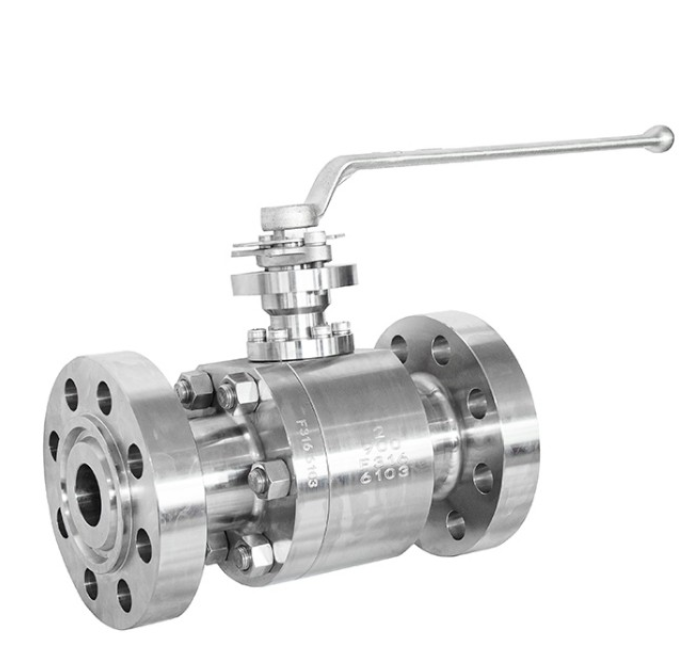
高压锻造球阀是指阀体采用锻造工艺制造的高压球阀。锻造是将金属坯料加热到一定温度后,用锻压设备施加外力使其发生塑性变形,从而获得所需形状和尺寸的加工方法。锻造后的金属内部晶粒细化、组织致密,机械强度和韧性远优于铸造件,因此高压球阀普遍采用锻造阀体来保证承压安全。
高压锻造球阀的阀体生产需要经过多道工序:
下料:将钢锭或轧材按所需重量切割成锻坯,常用材质有A105、LF2、F304、F316等
加热:将锻坯放入加热炉中加热至始锻温度,碳钢约1200℃,合金钢约1150℃
锻造:使用锻锤或液压机对加热后的坯料进行镦粗、拔长、冲孔等操作,逐步成形为阀体毛坯
冷却:锻件锻后需按规范缓慢冷却,防止产生裂纹,合金钢锻件通常需要炉冷
热处理:进行正火或调质处理,消除锻造应力,调整硬度和力学性能
粗加工:去除锻件表面的氧化皮和多余余量,加工出基本轮廓
精加工:在数控机床上加工阀体各部位尺寸、密封面和连接螺纹
锻造和铸造是两种不同的金属成形工艺,在阀门制造中各有应用:
铸造:将金属熔化后浇入模具中凝固成形,适合制造形状复杂、大口径的阀体,但铸件内部可能存在气孔、缩松等缺陷
锻造:对固态金属施加压力使其变形,金属内部流线连续、晶粒细化,无气孔和缩松,适合制造小口径高压阀体
机械性能对比:同材质的锻件抗拉强度比铸件高15%~20%,冲击韧性高30%以上,这是高压球阀选择锻造阀体的根本原因
高压锻造球阀常用的锻造方式有两种:
自由锻:使用通用工具在锻锤或液压机上进行锻造,灵活性高,适合小批量或大尺寸锻件,但尺寸精度较低,加工余量大
模锻:将加热后的坯料放入预先加工好的锻模中,施加压力使其充满模膛成形,尺寸精度高、表面质量好,适合大批量生产中小型锻件
高压锻造球阀的阀体通常采用模锻工艺,DN50以下的阀体可一次模锻成形,DN50以上则需要先自由锻制坯再模锻成形。
| 参数项 | 数值 |
|---|---|
| 公称通径 | DN15~DN200(1/2"~8") |
| 压力等级 | Class 600~Class 2500 |
| 锻造方式 | 模锻为主,大口径用自由锻 |
| 始锻温度 | 碳钢约1200℃,合金钢约1150℃ |
| 终锻温度 | 碳钢不低于800℃,合金钢不低于850℃ |
| 热处理 | 正火或调质处理 |
| 锻件探伤 | 超声波UT + 磁粉MT或渗透PT |
| 常用材质 | A105、LF2、F304、F316、F91 |
| 连接方式 | 法兰、焊接、螺纹 |
| 设计标准 | API 6D、ASME B16.34 |
高压锻造球阀广泛应用于石油天然气集输管道、炼油装置高压管路、化肥合成氨系统、电厂主蒸汽管道等高压工况。这些场合介质压力通常在Class 600以上,对阀体的承压能力和材料致密性要求很高,锻造阀体能够有效避免铸造缺陷带来的安全隐患。

扫一扫关注公众号

 网站地图
网站地图 在线咨询
在线咨询 关注我们
关注我们